Email to info@metalli-china.com




我们与世界一直在变化
新闻资讯
一种水冷控制器外壳的创新制造方法
发布时间:
2021-12-22
压铸铝合金重量轻,具有高尺寸稳定性,适用于复杂的零件几何形状和薄壁。铝具有良好的耐腐蚀性和机械性能以及高导热性和导电性,使其成为压铸的良好合金。
铸造工艺采用的钢模通常能够快速连续生产数以万计的铸件。模具必须制成至少两个部分,以便能够取出铸件。铸造周期开始于压铸压力机将两个半模紧紧地夹紧在一起。熔融铝被注入模腔并迅速凝固。这些部分牢固地安装在机器中,并布置成一个是固定的,另一个是可移动的。半模被拉开,铸件被弹出。压铸模具可以是简单的,也可以是复杂的,根据铸件的复杂程度,具有可移动的滑块、型芯或其他部分。大多数机器使用液压缸驱动的机构来实现锁定。其他则使用直接作用液压。压铸机,无论大小,
由于压铸工艺的特点,不可避免地会出现一些典型的缺陷。这些典型的缺陷包括气孔、缩孔、夹杂物、裂纹、冷隔
、网络破解等。这会导致两种危险的结果,一是泄漏,二是导热性差。
逆变器或控制器外壳或底盘等大型部件始终是铝压铸件。随着越来越多的大功率电气元件安装在外壳中,传统的风冷装置(如散热器)不足以通过冷却温度使零件正常工作,特别是对于一些关键电气元件(如IC、IGBT)。所以必须要有水冷装置。
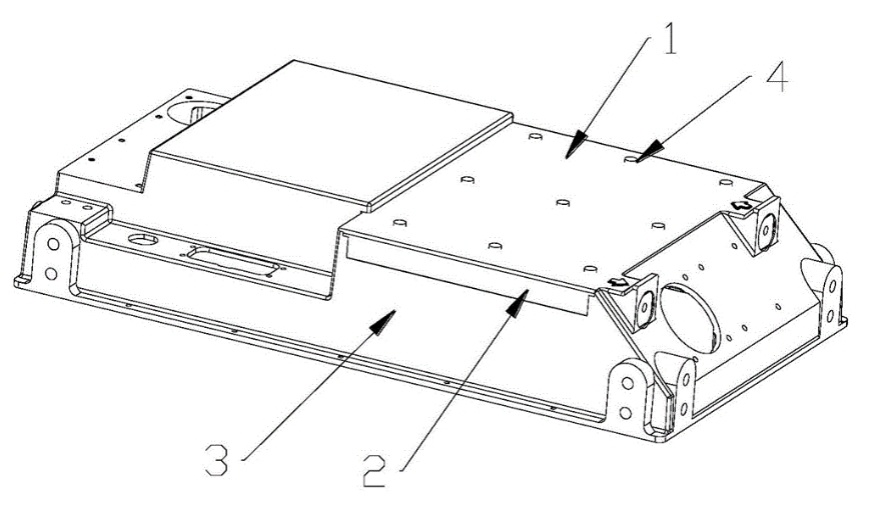
如何制造一款带水冷室的铝压铸外壳?Metalli 的工程师与我们的铸造合作伙伴共同投入了大量的知识和经验,成功地发明了创新的制造方法来形成这种出色的产品外壳。
我们的流程首先是创建一个单独的冷板。采用CNC加工得到内部所需的通道,并通过真空钎焊技术将一个顶盖密封在通道上。这样,一张完整的冷板就完成了。所有需要传热的电气元件在安装时都会直接与该冷板紧密接触。由于采用优质一致的 AA6061 或 6063 铝板材料,我们可以高度依赖无泄漏的冷板。第二步是通过包括这个现成的冷板来铸造完整的外壳。铸造工艺完成后,可以进行机械加工、表面光洁度等进一步加工以获得最终的外壳。通常,模具外壳材料为ADC12或A380。
我们来看看压铸铝板和6063铝板的导电率有什么区别。
AA6063 电导率 201 W/mK
ADC12 电导率 96 W/mK
那么我们通过引入这种外壳可以获得极其优异的热性能。我们无需担心由于典型的压铸缺陷而导致的泄漏风险和导热性差。
2021年8月,我们已获得该方法的制造专利。专利号为CN202111006618.5。
目前,至少有10种型号的控制器、逆变器或通信外壳已经采用了这种新的先进方法。客户的积极反馈鼓励我们大力发展这项技术。
更多资讯







联系方式